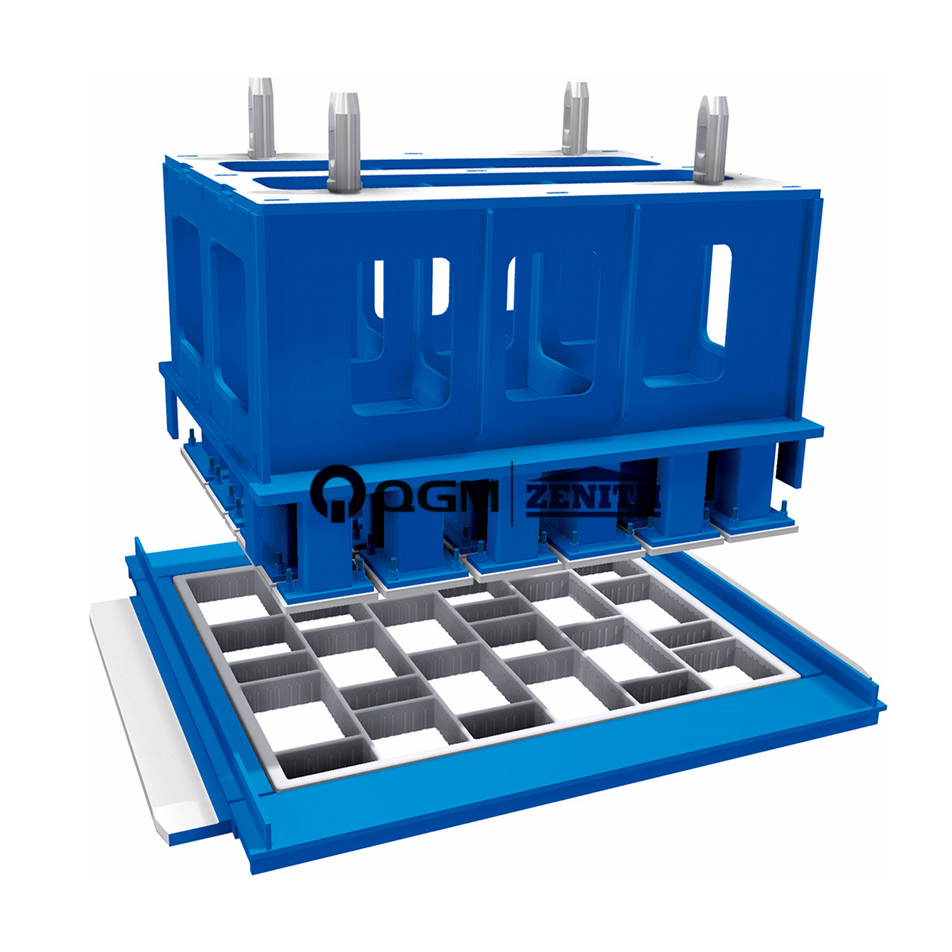
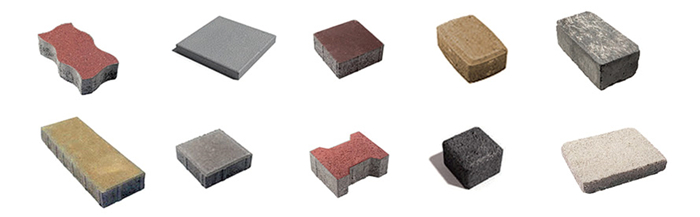
Formy do kostki brukowej
Forma do kostki brukowej QGM wykorzystuje stal nawęglaną o wysokiej wytrzymałości ze stopu niskowęglowego i integruje technologię precyzyjnego cięcia okablowania, precyzyjną technologię przetwarzania CNC i technologię skanowania 3D, aby zapewnić klientom dostosowywanie formy. Technologie te mogą projektować różnorodne kontury i kształty geometryczne. Prześwit wynosi 0,3- 0,4 mm, z precyzyjnymi narożnikami pionowymi i gładkimi ścianami bocznymi. Układarki produkowane przez QGM są łatwe do wyjęcia z formy, charakteryzują się wysoką precyzją i brakiem zadziorów. Formy mogą realizować cyfrowe projekty swobodnej powierzchni i projekty wymiany płyt dociskowych.
Aby zapewnić trwałość formy, forma płatnicza QGM przyjmuje obróbkę nawęglania. Ramy formy i płyty dociskowe są utwardzane do 60-63HRC, a głębokość hartowania mirnimuim wynosi 1,2 m. Zgodnie z życzeniami klientów formę można zaprojektować i produkowane przez spawanie lub modułowe zabezpieczanie gwintów.
Oferujemy wysokiej jakości formy do kostki brukowej do wszystkich typów maszyn oraz osprzętu narzędziowego w wykonaniu:
A) KONSTRUKCJA FORMY CIĘTA PŁOMIENIEM
Możliwość stosowania wąskich grubości wstęgi
Optymalne wykorzystanie formy
Zależny od maszyny luz stopki stempla 0,2 – 0,5 mm
Możliwe przeciwstożkowe ściany boczne
Nie są potrzebne żadne rowki mocujące
Typowa konstrukcja maszyn do produkcji wielowarstwowej
Opcjonalny projekt arkusza wycofanego
Dzięki cyfryzacji możliwe jest swobodne projektowanie powierzchni
Ogrzewana konstrukcja buta stemplowego wykonalna
B) KONSTRUKCJA FORMY FREZOWANEJ
Możliwość zastosowania do wszystkich konturów i geometrii
Tolerancje w skrzynce formierskiej poniżej +/- 0,3 mm
Zależny od maszyny luz stopki stempla 0,2 – 0,5 mm
Precyzyjne pionowe, ukośne i gładkie ściany boczne
Łatwe wyjmowanie z formy
Wysoka dokładność dopasowania
Możliwe uchwyty przestrzenne we wszystkich możliwych wersjach
Opcjonalny projekt arkusza wycofanego
Dzięki cyfryzacji możliwe jest swobodne projektowanie powierzchni
Ogrzewana konstrukcja buta stemplowego wykonalna
Ochrona przed zużyciem wszystkich form chodnikowych w następujący sposób:
A) NAWĘGLENIE (62-68 HRC)
Skrzynka na formy i stopki stempla hartowane (62-68 HRC)
Penetracja twardości min.1,2 mm
B) NITROWANIE (62-68 HRC)
Skrzynka na formy i stopy stempla azotowane (62-68 HRC)
Penetracja twardości min.0,4 mm
Prawie żadne naprężenia wewnętrzne w porównaniu z formami poddanymi nawęglaniu
Zalecane do małych grubości wstęgi
Większa dokładność konturu w porównaniu z formami poddanymi nawęglaniu
Podążając za wymaganiami klientów, nasze formy mogą być projektowane i produkowane metodą zabezpieczania gwintów spawanych lub modułowych.




